
1、立式玻璃烧结,直线障及抛光不亮,磨边喷水不足,机常见磨经验交流抛光轮调较不当,削故磨轮压力不够,处理磨削速度太快。立式其处理措施:检查喷水系统,直线障及选择适当的磨边抛光轮,提高磨轮压力,机常见磨经验交流降低磨砂削速度。削故
2、处理边角破损金刚轮磨削量太大,立式磨削速度太快,直线障及输入输出带不平。磨边处理措施:减小金刚轮磨削量,降低磨削速度,重新调整抛光轮,调整输入输出带水平速度。
3、磨痕多磨削速度太快,喷水不足。处理措施:降低磨削速度,检查喷水系统,修理喷水系统。


中通快递(厦门)聪明物流财产园主体启顶

CTJPA云贸主题周

新春走基层|江苏扬州:监督落在“食”处 守护“舌尖安全”
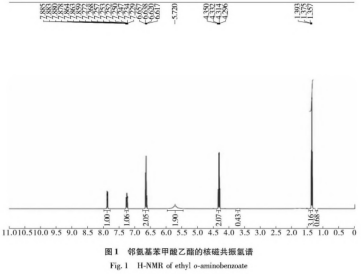
邻氨基苯甲酸乙酯生产工艺的改进(一)

凯盛新能2022年净利4.09亿元,在产光伏玻璃原片产能4650吨/日,企业新闻

后续产线复产计划或对玻璃价格产生压力,行业资讯
